

Продукция












Оцинкованные болты
Оцинкованные болты – это металлический крепеж, коррозионная стойкость которого повышается за счет поверхностного цинкования, что значительно продлевает срок службы на открытом воздухе или во влажной среде при сохранении механических свойств болтов с одинарной головкой.
Описание
маркер
Основное введение
Оцинкованные болты - это металлический крепеж, коррозионная стойкость которого повышается за счет поверхностного цинкования, что значительно продлевает срок службы на открытом воздухе или во влажной среде при сохранении механических свойств болтов с одинарной головкой.
Процесс и свойства цинкования
Электроцинкование (холодное цинкование):
Электролитический процесс образует слой блестящего цинка толщиной 5-15 мкм с гладкой и привлекательной поверхностью (обычная синяя и белая/цветная пассивация).
Низкая стоимость и высокая эффективность, но слабая коррозионная стойкость (испытание нейтральным соляным туманом 72-200 часов), подходит для сухой среды внутри помещений.
Горячее цинкование (горячее погружение):
Болты погружаются в расплавленный цинк при температуре 450°C, образуя слой цинка толщиной 50-120 мкм с цинковым рисунком на поверхности.
Цинковый слой обладает сильной адгезией и отличными антикоррозийными характеристиками (испытание соляным туманом более 600 часов), подходит для наружной и промышленной коррозионной среды.
Основные преимущества
Устойчивость к ржавчине и коррозии: слой цинка изолирует от воздуха/влаги и защищает стальную основу по принципу жертвенного анода.
Контролируемая стоимость: на 30-50 % ниже стоимости болтов из нержавеющей стали для общих потребностей в защите от коррозии.
Сохранение прочности: в качестве основы может быть выбрана углеродистая сталь марки 4.8-10.9, при этом покрытие не влияет на механические свойства.
Сценарий применения
Наружные конструкции: дорожные ограждения, опоры электропередач (обязательно горячее цинкование).
Фасад здания: навесной киль, кронштейн крыши.
Влажная среда: портовое оборудование, сельскохозяйственная техника.
Традиционная антикоррозионная обработка: фланец трубопровода, оболочка шасси (достаточно электрооцинковки).
Меры предосторожности при использовании
Риск водородного охрупчивания: необходима термическая обработка в течение 24 часов после оцинковки (особенно для высокопрочных болтов класса выше 8.8).
Ослабление крутящего момента: низкий коэффициент трения горячеоцинкованных поверхностей, необходимо увеличить момент затяжки на 15-20% или использовать шайбы.
Запрещено использовать в следующих средах: сильные кислоты (pH<6), сильные щелочи (pH>12) - слой цинка быстро корродирует и растворяется.
Ключ к выбору:
Выберите электрооцинковку для легкой коррозии (приоритет стоимости), горячее цинкование для сильной коррозии/на открытом воздухе (приоритет срока службы).
Высокопрочные болты (≥8,8) должны пройти процесс дегидрогенизации, чтобы избежать хрупкого разрушения.
Оцинкованные болты стали основным антикоррозийным крепежом для мостов, зданий и инфраструктур благодаря экономически эффективным антикоррозийным свойствам. Разница между горячим и электрооцинкованием - это, по сути, компромисс между уровнем защиты и стоимостью, и процесс горячего цинкования должен использоваться в суровых условиях, чтобы гарантировать безопасный срок службы.
Узнать больше о продукте
Болты используются для плотного соединения двух деталей со сквозными отверстиями. Такой тип соединения называется болтовым. Если гайка откручивается от болта, две части могут быть разделены, поэтому болтовое соединение является съемным. Анкерные болты - это разновидность болтового соединения, только гайка может быть снята после сборки, а винтовая часть и бетонное основание зафиксированы вместе в определенной форме и не могут быть разделены.
связаться с нами
Сопутствующие популярные продукты

Кованые зубчатые кольца
Винтовая кованая шестерня: Поверхность зубьев наклонена, а зубчатое зацепление образует определенный угол, который позволяет вращаться более плавно. Она широко используется в высокоскоростных трансмиссионных системах, таких как авиационные двигатели, колесные трансмиссии и т.д.

Свободный фланец
Фланец для стыковой сварки с горловиной относится к разновидности фланца с конической горловиной и стыковой сваркой с цилиндром или трубой, который представляет собой цельный фланец.

Фланец большого диаметра
Фланцы большого диаметра – это один из видов фланцев, которые широко используются и продвигаются в машиностроении, химической промышленности, ветроэнергетике, очистке сточных вод и других отраслях промышленности.

Поковки специальной формы
Поковки специальной формы – это класс специальных поковок в области ковки металла, форма которых не соответствует обычным или стандартным геометрическим формам и изготавливается в соответствии с конкретными требованиями механического оборудования. По сравнению с обычными поковками, в них особое внимание уделяется индивидуализации форм.

Распорка для болтов
Прокладка – это тонкий листоподобный элемент, устанавливаемый между болтом/гайкой и соединяемой деталью, основная роль которого заключается в улучшении характеристик соединения, за счет распределения давления, предотвращения ослабления, уплотнения и других функций для повышения надежности крепежной системы.

Фланец ветроэнергетический
Фланец для стыковой сварки с горловиной относится к разновидности фланца с конической горловиной и стыковой сваркой с цилиндром или трубой, который представляет собой цельный фланец.

Крышка фланца
Фланцевая крышка представляет собой сплошной фланец в форме диска без центрального отверстия, который используется для постоянной или временной герметизации фланцевого отверстия трубы, клапана или сосуда высокого давления.

Шаровые краны
Шаровой клапан – это чрезвычайно широко используемый поворотный отсечной клапан, основным компонентом которого является шар с круглым отверстием в середине в качестве открывающей и закрывающей части.

Кованые корпуса клапанов
Кованый корпус клапана является основным компонентом, используемым в клапане для управления направлением, давлением и потоком жидкости.Ковка – это процесс пластической деформации.

Плоский приварной фланец с горловиной
Фланец для стыковой сварки с горловиной относится к разновидности фланца с конической горловиной и стыковой сваркой с цилиндром или трубой, который представляет собой цельный фланец.

Болты с внутренним шестигранником
Болты с внутренним шестигранником – это прецизионный крепеж с шестигранными пазами в головке, которые устанавливаются с помощью специального шестигранного ключа (шестигранника), и являются «невидимой рабочей лошадкой» механических узлов благодаря своей компактной структуре и высокой прочности.

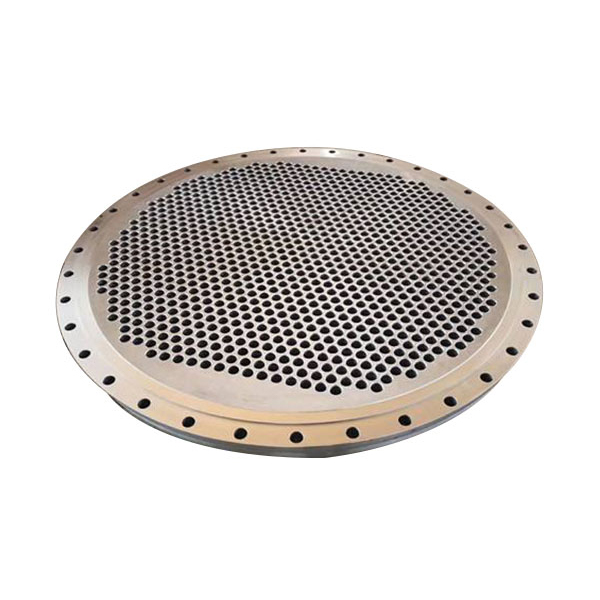
Теплообменники
Теплообменники являются неотъемлемой частью холодильных установок и систем кондиционирования воздуха. К основным типам относятся теплообменники с оребренными трубами, микроканальные теплообменники, пластинчатые теплообменники и теплообменники с печатными пластинами.

Тройник равного диаметра
Стандарты продукции: ASME B16.9, GB/T12459, GB/T13401, GB/T10752, SH3408, SH3409, HG/T21631, HG/T21635, SY/T0510, JIS2311/2312/2313, DL/T695, EN 10253 и т.д.

Колено 90°
Стандарты продукции: ASME B16.9, GB/T12459, GB/T13401, GB/T10752, SH3408, SH3409, HG/T21631, HG/T21635, SY/T0510, JIS2311/2312/2313, DL/T695, EN 10253 и т.д.

Опорное кольцо поворотного механизма
Подшипники качения состоят из внутреннего и наружного колец, как правило, изготовленных из стали 50mn, 42crmo, S48C, нержавеющей стали и т.д. Каждое кольцо состоит, по крайней мере, из одной прецизионной дорожки качения для передачи нагрузки и достижения относительного вращения двух частей оборудования.

Резьбовой фланец
Резьбовой фланец – это разновидность несварного фланца, который превращает внутреннее отверстие фланца в трубную резьбу и соединяет его с трубой с резьбой.



